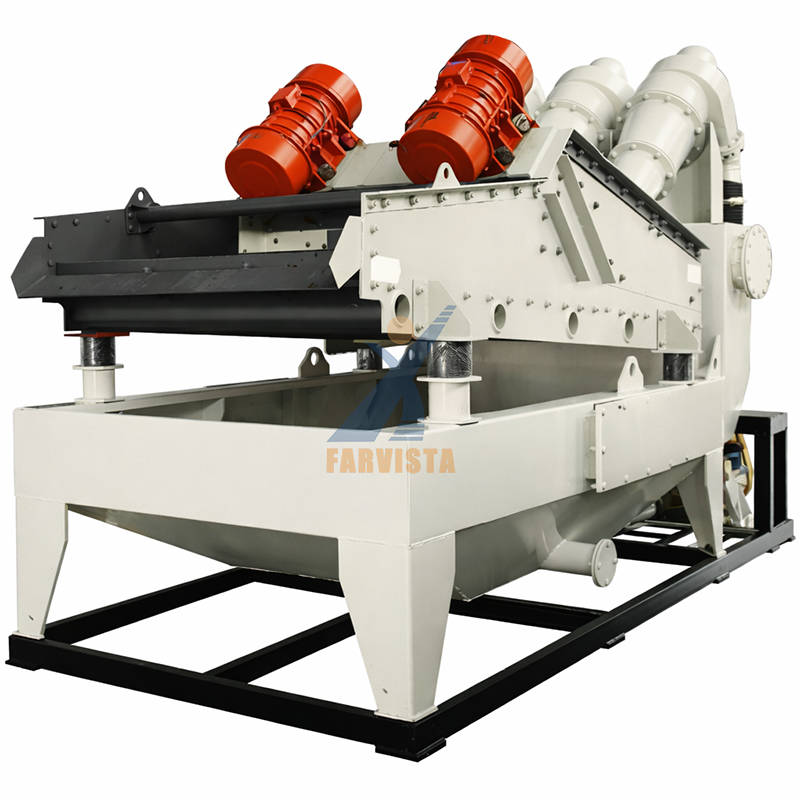
XSHS Series Fine Sand Recovery Machine & Integrated Fine Sand Recovery–Dewatering System
A compact, high-efficiency slurry treatment module designed to recover fine sand above 0.075 mm and achieve deep dewatering. It integrates hydrocyclones and dewatering screens to reduce sand loss, lower settling pond load, and enable water recycling.
The XSHS Series Fine Sand Recovery Machine & Fine Sand
Recovery–Dewatering Integrated System is a complete, self-contained
slurry processing unit engineered for efficient separation, recovery, and deep
dewatering of fine solid particles from liquid–solid mixtures. Unlike
conventional sand washing equipment that focuses primarily on cleaning, the
XSHS system is purpose-built for fine particle
recovery, targeting valuable solids—typically fine sand above 0.075
mm—that are traditionally lost to tailings water or settling ponds.
In modern aggregate,
mining, and mineral processing operations, the loss of fine sand not only
reduces product yield but also disrupts particle size distribution, increases
environmental pressure, and raises water treatment costs. The XSHS system
addresses these challenges by integrating functions that were once spread
across complex, space-consuming process chains—such as hydrocyclones,
dewatering screens, and large settling ponds—into a single, modular recovery
unit.
Whether installed as
a retrofit to an existing wet processing line or incorporated into a new dry
sand production system, the XSHS series acts as a value-enhancing and environmental compliance module, improving
both economic returns and operational sustainability.
Working Principle
The XSHS system
operates as a closed and coordinated process consisting of slurry pumping,
centrifugal classification, and high-frequency dewatering.
Slurry containing
fine solids is first delivered to the system by a dedicated slurry pump unit, which provides stable
pressure and flow. The pressurized slurry then enters a hydrocyclone group, where centrifugal force rapidly separates
solids based on particle size and density. Coarser fine particles are
discharged through the underflow, while water and ultra-fine particles exit via
the overflow.
The hydrocyclone
underflow, characterized by high solid concentration, is directed onto a high-frequency linear dewatering screen.
Through low-amplitude, high-frequency vibration, the fine sand moves
progressively along the screen surface while excess water and ultra-fine
particles are removed. The result is a free-flowing fine sand product with low
moisture content, suitable for direct stacking, blending, or conveying.
Meanwhile, the
hydrocyclone overflow is collected and guided into an integrated return-water
tank, where further clarification occurs before reuse or controlled discharge.
This configuration significantly reduces downstream settling pond load and
supports efficient water recycling.
Main Components
Slurry Pump Unit
Serves as the feed
power source of the system. Designed for abrasive slurry handling, typically
equipped with variable-frequency control to regulate flow and pressure under
different operating conditions.
Hydrocyclone Cluster
The core
classification component, manufactured from wear-resistant polyurethane or
ceramic materials. Multiple cyclones can be configured in parallel to match
processing capacity and achieve stable separation efficiency.
High-Frequency Linear Dewatering Screen
Receives cyclone
underflow and performs rapid dewatering and desludging. Screen media and
vibration parameters are optimized specifically for fine sand recovery.
Overflow Distributor and Return-Water Tank
Collects cyclone
overflow and ensures smooth water flow, reducing turbulence and improving
clarification efficiency. Enables reuse of process water.
Integrated Steel Frame and Electrical Control System
All components are
mounted on a single heavy-duty steel skid, ensuring compact layout, easy
transport, and fast installation. The electrical system supports centralized
control, interlocking operation, and condition monitoring.
Optional Discharge Chute or Conveyor Interface
Allows recovered
fine sand to be directed to finished product stockpiles, blending systems, or
downstream conveyors.
Applications
Aggregate and Sand Production (Primary Application)
Retrofit of
traditional wet sand washing lines to recover lost fine sand and increase yield
by 10–25%.
Particle size
optimization to meet concrete and asphalt specifications.
Core environmental
solution for dry sand production systems handling crusher fines.
Mining and Mineral Processing
Recovery of valuable
fine particles from tailings streams.
Preliminary slurry
thickening and dewatering before further processing or disposal.
Coal Preparation Plants
Recovery of fine
coal from coal slurry water to improve overall resource utilization.
River Dredging and Slurry Treatment
Rapid separation and
dewatering of dredged sand and sediment.
Ceramics and Glass Raw Material Processing
Fine particle
classification and moisture reduction for slurry-based raw materials.
Performance Advantages
Exceptional Fine Sand Recovery Efficiency
Designed
specifically for fine particles, the system achieves recovery rates exceeding
90% for sand above 0.075 mm, while producing a low-moisture final product.
Highly Integrated, Modular Design
Supplied as a
complete skid-mounted unit, requiring minimal civil works. Installation
typically involves only slurry inlet, sand discharge, and return-water
connections—ideal for production line upgrades.
Significant Reduction in Settling Pond Load
By intercepting the
majority of suspended solids, the system dramatically reduces sediment
accumulation, extending pond service life and lowering dredging costs.
Water Recycling and Environmental Compliance
Clarified overflow
water can be reused directly or after minimal treatment, reducing freshwater
consumption and supporting closed-loop water systems.
Fast Return on Investment
Recovered fine sand
translates directly into saleable product. In most applications, equipment
investment can be recovered within 6–18 months through increased yield and
reduced operating costs.
Typical Feed Conditions
Slurry
concentration: 5%–30% solids
Optimal recovery
particle size: 0.075–2 mm
Adaptable to
moderate fluctuations in feed flow and concentration
Conclusion
The XSHS Series Fine Sand Recovery Machine &
Integrated Fine Sand Recovery–Dewatering System is not merely an
auxiliary device but a strategic process enhancement tool. By recovering lost
fine sand, stabilizing product grading, reducing environmental pressure, and
improving water utilization, it delivers measurable technical and economic
benefits to modern aggregate and mineral processing operations.
For producers
seeking higher yield, lower operating costs, and compliance with increasingly
strict environmental standards, the XSHS system represents a proven and
forward-looking solution.